

021-6776 9580 021-6776 9581
021-6776 9580 021-6776 9581
A286是Fe-25Ni-15Cr基高温合金,加入钼、钛、铝、钒及微量硼综合强化。
在650℃以下具有高的屈服强度和持久、蠕变强度,并且具有较好的加工塑性
和满意的焊接性能。
适合制造在650℃以下长期工作的航空发动机高温承力部件,如涡轮盘、
压力机盘、转子叶片和紧固件等。
该合金可以生产各种形状的变形产品,如盘件、锻件、板、棒、丝和环形件等。
合金A-286 UNS S66286, AISI 660, AMS 5731, ASTM A 638
合金A-286专用于在高达704°C高温环境下,既要求高强度又要求很好的
耐腐蚀性能的应用。
A-286切口截面的韧性非常好。事实上,A-286的切口断裂强度优于其他具有类似
高温性能的商用合金。
该材料的一大优点是可以通过热处理达到沉淀硬化和强化的效果。
化学成分
| 碳:C | 硅 : Si | 锰 :Mn | 钼 :Mo | 铝 :Al | 硼 :B |
| 0.08%以下 | 1.00%以下 | 2.00% | 1.00-1.50% | 0.35% | 0.003-0.010% |
| 钛 : Ti | 钒 :V | 镍 :Ni | 铬 :Cr | 铁 :Fe | --- |
| 1.90-2.30% | 0.10-0.50% | 24-27.00% | 13.50-16.00% | 余量 | --- |
物理性能 密度:0.2860lb/in3
平均比热(104-1299°F)
| 200°F 9.17 X 10-6in/in/°F | 400°F 9.35 X 10-6in/in/°F | 600°F 9.47 X 10-6in/in/°F | 800°F 9.64 X 10-6in/in/°F |
| 1000°F 9.78 X 10-6in/in/°F | 1200°F 9.88 X 10-6in/in/°F | 1300°F 9.94 X 10-6in/in/°F | 1400°F 10.3 X 10-6in/in/°F |
平均热膨胀系数
温度 °C 系数 10-6/°C
| 93 16.5 | 204 16.8 | 316 17.0 | 427 17.4 |
| 538 17.6 | 649 17.8 | 704 17.9 | 760 18.6 |
导热率
| 302°F 104.2 Btu-in/hr/ft2/°F | 1112°F 165.0 Btu-in/hr/ft2/°F |
弹性模量(E)
70°F 21.1°C 28.8 X 103ksi 199 MPa X 103 |
1000°F 538°C 23.7 X 103ksi 163 MPa X 103 |
1100°F 593°C 22.8 X 103ksi 157 MPa X 103 |
1200°F 649°C 21.9 X 103ksi 151 MPa X 103 |
1300°F 704°C 21.1 X 103ksi 145 MPa X 103 |
1400°F 760°C 20.1 X 103ksi 139 MPa X 103 |
1500°F 816°C 18.7 X 103ksi 129 MPa X 103 |
电阻:
| 87°F 545.0 ohm-cir-mil/ft |
| 1000 °F 692.0 ohm-cir-mil/ft |
| 1200 °F 712.0 ohm-cir-mil/ft |
| 1350 °F 719.0 ohm-cir-mil/ft |
| 1500 °F 732.0 ohm-cir-mil/ft |
熔距:2500-2600°F
磁通量
固溶态: 1.0100Mu
固溶时效: 1.0070Mu
机械性能
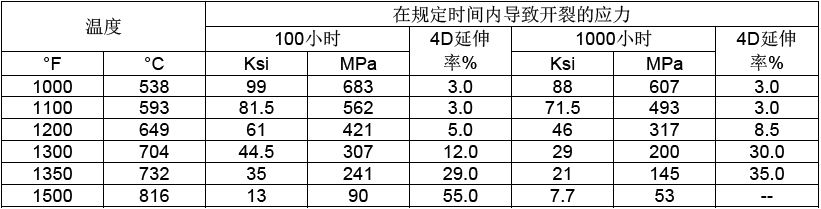
蠕变强度

抗拉强度
测试样棒直径为22.2mm,982°C固溶处理1个小时,油淬,719°C时效处理16个小时,空冷。

注:通过889°C固溶加718°C时效处理后,强度可提高大约10ksi,延伸率也能提高。
应力开裂
982°C,固溶处理1个小时,油淬,718°C时效处理16个小时,空冷。
高温硬度

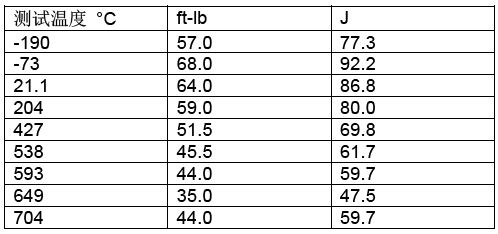
V形缺口冲击强度
热处理 固溶处理
A286可采用下面两种热处理方法:
1. 加热至982°C,保温1个小时,然后迅速冷却
2. 加热至899°C,保温2个小时,然后迅速冷却
采用第一种方法,材料经过时效后,可以提高开裂强度。第二种方法可以提高韧度和硬度。
时效
加热至704-760°C, 保温12-16个小时,然后空冷。处理后硬度约为300BHN。
899°C的固溶处理后,有时会进行两轮沉淀硬化处理,即加热至704/760°C,保温16小时,然后空冷至649°C,保温8-12个小时,然后空冷。这个处理可以提高缺口开裂强度,同时提高韧度和硬度。
时效处理产生的尺寸变化—收缩0.001in/in
加工性能
热加工
A286在1038-1121°C温度范围可以进行轧制和锻造。热加工时,A286对形变的抵抗力略大于奥氏体不锈钢。请勿在927°C以下进行锻造。
冷加工
固溶态的A286可以做冷拉和冷成形。加工难度略大于316和310,且冷作硬化速度很快。
机加
总的来说,高温合金的加工难度大于不锈钢。但是铁基合金,例如A286,比镍基沉淀硬化的合金更好加工。多采用硬质合金刀具进行加工。
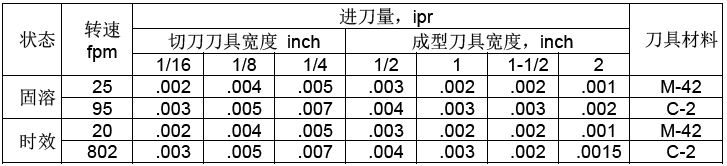
加工参数
车削—单刃刀具和组合刀具

车削-切断刀具和成型切刀
钻削

铰孔

螺纹板牙
注:上述参数为材料去除类型加工的平均参数。具体零件加工,需根据零件本身的情况而进行参数调整。
焊接
A286的受热区域容易出现开裂,所以不宜采用熔焊。如果焊接非常必要,可以考虑用JBK-75合金代替A286来做焊接零件。



版权所有:上海钢浩有色金属有限公司 备案号:沪ICP备12007886号 技术支持:晨光科技