

021-6776 9580 021-6776 9581
021-6776 9580 021-6776 9581
常用的718合金按强度可分为两类,AMS规范的718,屈服强度为150ksi,和NACE规范的718,屈服强度为120ksi。718 NACE 是按照NACE MR-01-75规范制造的镍基合金。和718 AMS的区别在于,化学成分有所调整,成分的范围缩小,退火和时效的温度不同,从而获取不同的材料性质。718NACE的机械性能有所降低(屈服强度从150ksi降至120ksi),但是韧性更佳,耐腐蚀能力更好。718NACE硬度最高为40HRC,也低于718 AMS。但是718NACE的综合性能更适合用于含硫化氢和二氧化碳气体的油气环境,例如用于制造阀门,管接头,MWD/LWD部件,打捞工具,泵轴,井口组件等。
通过热处理,可将718 AMS等级的材料转化成718 NACE,但是这个工艺很复杂,故不推荐。最好还是用原厂按NACE规范生产的718。虽然化学成分有一点差异,718 NACE的UNS编号仍是N07718,和718 AMS一致。
化学成分
| 元素 | NACE MR0175 | AMS5662/AMS5663/AMS5664 |
| 碳 | 0.045 max | 0.08 max |
| 锰 | 0.35 max | 0.35 max |
| 硅 | 0.35 max | 0.35 max |
| 磷 | 0.010 max | 0.015 max |
| 硫 | 0.010 max | 0.015 max |
| 铬 | 17.00-21.00 | 17.00-21.00 |
| 镍 | 50.00-55.00 | 50.00-55.00 |
| 钼 | 2.80-3.30 | 2.80-3.30 |
| 钶 | 钶+钽 4.87-5.20 | 4.75-5.50 |
| 钛 | 0.80-1.15 | 0.65-1.15 |
| 铝 | 0.40-0.60 | 0.20-0.80 |
| 钴 | 1.00 max | 1.00 max |
| 钽 | -- | 0.05 max |
| 硼 | 60 ppm max | 0.006 max |
| 铜 | 0.23 max | 0.30 max |
| 铁 | 余量 | 余量 |
机械性能
抗拉强度: 150ksi 以上
屈服强度: 120-145ksi
4D延伸率:20%以上
断面收缩率(dia≤10”): 35%以上
断面收缩率(dia>10”): 25%以上
硬度:30-40HRC
V型缺口冲击强度(-59°C或更低):
平均能量:35ft/lbs (47J)以上
单次最低能量:30ft/lbs (40J)
热处理
1021-1052°C固溶退火1-2.5小时,然后水淬。直径小于3.5”的棒料可用水淬或空冷。774-802°C时效6-8小时,然后空冷。
热处理需由钢厂进行,或者钢厂指导下进行。
718合金是一款可沉淀硬化的镍基合金,在高达704°C的高温环境下,仍展现出很高的屈服强度,抗拉强度和蠕变开裂强度。718合金的时效硬化反应较迟缓,因此在退火和焊接的过程中不会随加热和冷却而硬化。相比于其他添加了铝和钛的镍基超级合金,718合金的焊接性能非常优秀。
AMS5662是718的初始状态,也是AMS等级中最软的状态。通过热处理,AMS5662可以转换成AMS5663。热处理方法有两种,一种可以优化冲击性能,另一种则可优化抗拉和蠕变开裂性能。AMS5662的硬度约为20-25HRC,通过时效处理可提高到36-44HRC。
AMS5664和AMS5662、5663的区别更大一些,是一种不同的材料,涉及到更加复杂的成形工艺,使材料具有更高的抗拉和屈服强度,同时满足一定的晶粒结构要求。AMS5664适用于对强度要求更高的航空应用。
应用 喷气式发动机和高速机身零件,例如轮子,涡轮机叶片,垫片,高温螺栓,紧固件等。
化学成分
| 碳 | 0.08 max |
| 锰 | 0.35 max |
| 硅 | 0.35 max |
| 磷 | 0.015 max |
| 硫 | 0.015 max |
| 铬 | 17.00-21.00 |
| 镍 | 50.00-55.00 |
| 钼 | 2.80-3.30 |
| 钶 | 4.75-5.50 |
| 钛 | 0.65-1.15 |
| 铝 | 0.20-0.80 |
| 钴 | 1.00 max |
| 钽 | 0.05 max |
| 硼 | 0.006 max |
| 铜 | 0.30 max |
| 铁 | 余量 |
物理性能
密度: 0.2970 lb/in3
平均热膨胀系数
77-200°F 7.10 X 10-6in/in/°F
77-400°F 7.50 X 10-6in/in/°F
77-600°F 7.70 X 10-6in/in/°F
77-800°F 7.90 X 10-6in/in/°F
77-1000°F 8.00 X 10-6in/in/°F
77-1200°F 8.40 X 10-6in/in/°F
77-1400°F 8.90 X 10-6in/in/°F

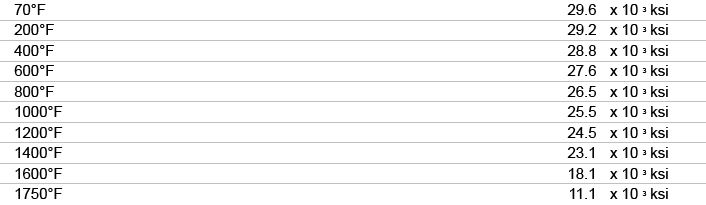
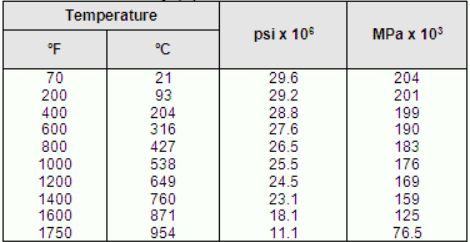
弹性模量(E)
电阻(70°F):728.0 ohm-cir-mil/ft
熔距: 2200-2450°F
机械性能
固溶处理的温度对718材料横向室温性能的影响
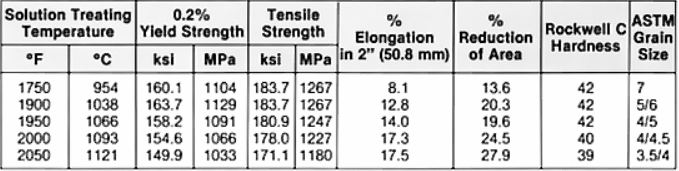
注:测试样件为边长4”的四方块料。测试样件按表格中的温度进行固溶处理2个小时,空冷。时效处理为718°C处理8个小时,按56°C/小时的速度冷却至621°C,保温8个小时,然后空冷。
固溶处理的温度对718材料横向应力开裂性能的影响
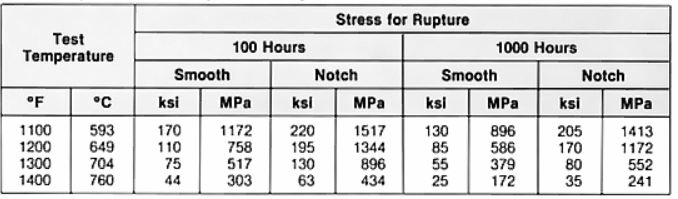
注:测试样件为边长4”的四方块料。按照表格所示的温度固溶处理2个小时,空冷,然后718°C时效处理8个小时,按56°C/小时的速度炉冷至621°C,保温八个小时,最后空冷。
升温抗拉测试
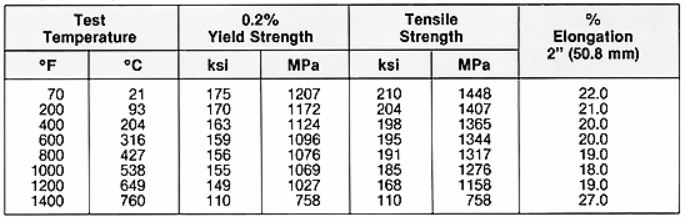
注:测试样件为dia12.7mm圆棒,982°C热处理1小时,空冷+718°C时效8小时,冷却至621°C,保温8小时,然后空冷。
低温抗拉测试
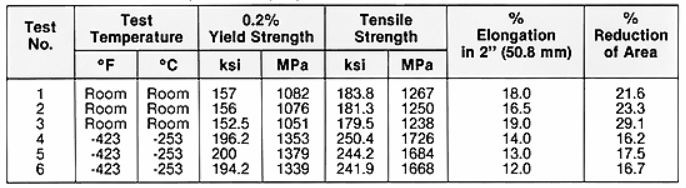
注:测试样件为边长100mm的四方块料,按1066°C热处理2个小时,空冷+718°C时效8个小时,炉冷至621°C,保温8小时,然后空冷。
应力开裂测试
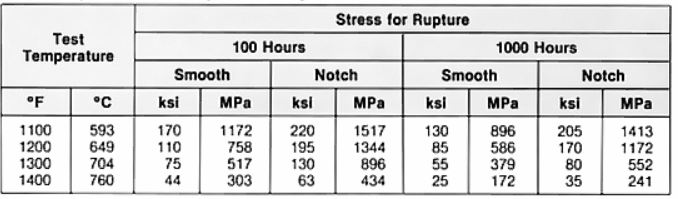
注:982°C热处理1个小时,空冷+718°C热处理8个小时,炉冷至621°C,保温8个小时,然后空冷。
热处理
方法1:获取最好的抗拉强度和应力开裂强度
954-982°C,1小时,空冷+718°C ,8小时,按56°C/小时冷却至621°C,保温8个小时,然后空冷。
方法2:获取最好的室温及低温的抗拉强度
1066°C热处理1-2小时,空冷+718°C,8小时,按56°C/小时冷却至621°C,保温8个小时,然后空冷。
加工性能
热加工 热加工的炉温不超过1121°C。如果工作温度在593°C以下,冷加工的温度范围控制在927-1010°C,
可以提供锻造强度。锻造时避免长时间在炉中加热。
机加 退火态和时效硬化态都可机加。时效硬化态更方便断削,表面光洁度更好。退火态的材料,机加的刀具寿命稍微长一点。
焊接 718的退火态和时效态都可以焊接。时效态材料焊接时,焊接受热而软化的区域会产生变形。

版权所有:上海钢浩有色金属有限公司 备案号:沪ICP备12007886号 技术支持:晨光科技