

021-6776 9580 021-6776 9581
021-6776 9580 021-6776 9581
230合金是一种镍铬钨钼合金,兼具优良的高温强度,抗氧化性能,超长时间的热稳定性和良好的可加工性能
230合金 HAYNES®230 1. 高温强度,热稳定性,环境抗力
1. 高温强度,热稳定性,环境抗力
230合金含镍、铬、钨和钼,具有优良的高温强度,即使长时间暴露于1149°C的高温环境也有突出的抗氧化性能,尤耐氮化环境,有非常好的长时热稳定性。该材料可机加,成型加工和铸造。相比于其他高温合金,230合金的热膨胀特性更低,且在高温条件下,能长时间耐颗粒粗化。
2. 易加工
230合金的成型和焊接性能良好。可锻造,如果高温足够长时间使整个工件达到1177°C,也可热加工。由于延展性良好,230合金可以冷成型。不管是热加工还是冷加工,完工零件都需退火并快速冷却,以恢复材料的最佳性能。该合金可用多种方法焊接,包括GTAW(钨极惰气保护焊),GMAW(金属极气体保护焊)和电阻焊。
3. 热处理
230合金的供货状态通常是锻造固溶。固溶处理的温度范围是1177-1246°C,然后快速冷却或者水淬以达最优性能。
如果退火采用的温度低于固溶温度,会产生碳化沉淀,进而影响230合金的强度和延展性。
4. 铸造
230合金可用传统的沙模铸造或真空熔模精铸。建议采用规范中硅液位范围的上限值以提高流动性。根据性能的要求,铸造零件可以使用铸造状态和固溶状态。
5. 多种供货形状
230合金的供货形状有厚板,薄板,带材,箔,块料,圆棒,线材,焊接产品,管料
6. 应用
230合金优秀的综合性能使其在航空和能源行业得以广泛应用,例如燃烧室,转驿函道,火焰稳定器,热电偶保护套,及其他燃气轮机部件。在化工行业,用230合金制作催化剂网格架放入氮燃烧器,以及高强度热电偶保护套管,高温热交换器,管道,高温波纹管等。
在工业电热行业,230合金有多种应用,例如制造炉室,夹具,燃烧室的火焰保护罩,换热器内壳,风门,氮化炉内壳,热处理用的篮子,格栅,托盘等。
7. 适用规范
ASME Section VII,Division I
ASME SB435,SB572,SB564,SB619,SB622,SB626,SB366
ASTM B435,B572,B564,B619,B622,B626,B366
DIN 17744 No 2.4733, NiCr22W14Mo
UNS N06230
AMS5878
ANS5891
ASMEVessel Code2063,section I& section VIII division 1.
/
230合金是固溶强化材料,高温强度优秀,室温易机加。非常适用于649°C及更高温度的长时应用,工作时间远远长于不锈钢和镍合金。使用强度更高的230合金,可以节约75%的用料以达到相同的负荷要求。
在特定测试条件下,各种合金的应力断裂寿命(棒料和厚板)

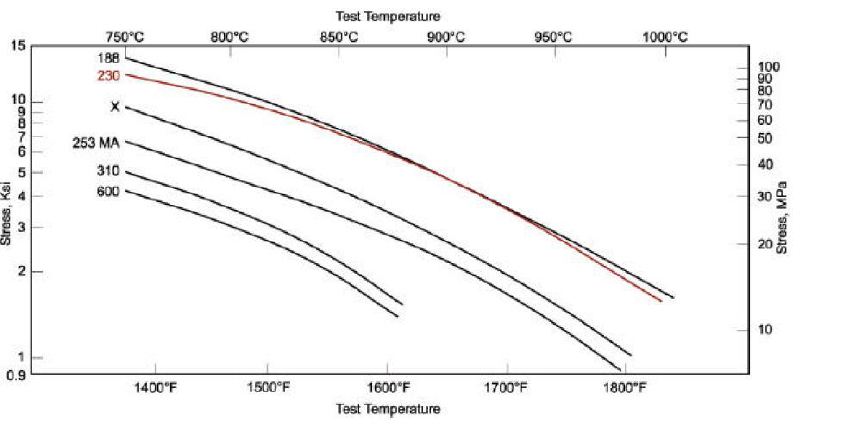
1000小时内产生1%蠕变所需应力对比图(薄板)
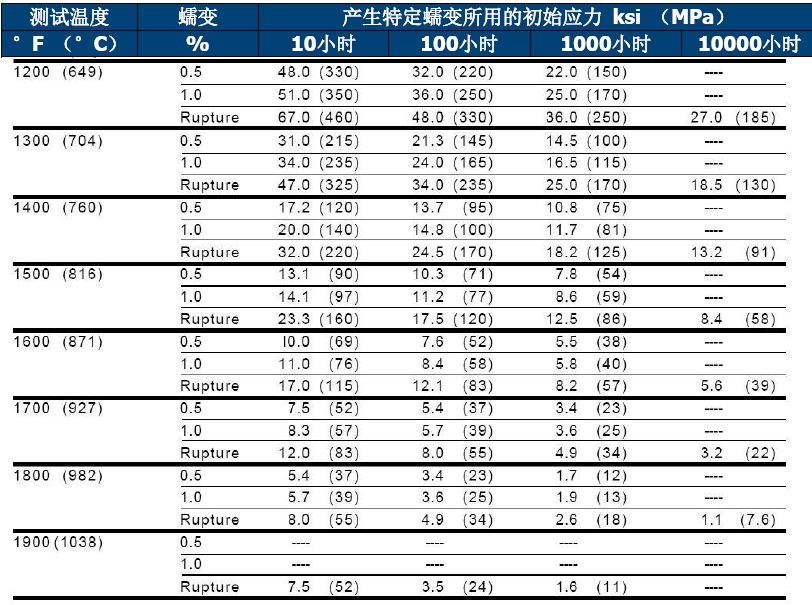
1232°C固溶退火的薄板 蠕变测试数据
1232°C固溶退火的厚板和棒料的测试数据

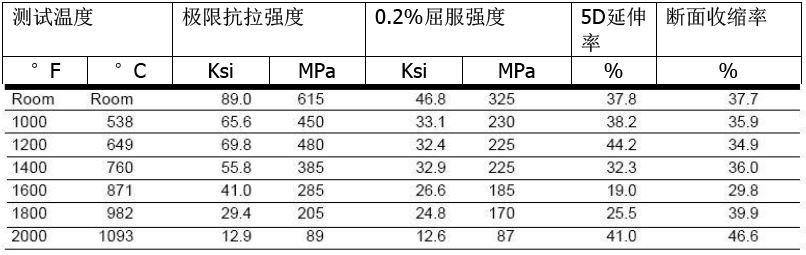
真空精铸材料(铸造态)

在升温过程中,230合金的低温疲劳性能优异。下图是应力受控测试的结果,测试温度范围是427-982°C。测试样件取自厚板。扭转应力R=-1,频率20cpm(0.33Hz)
/
低周疲劳性能的对比
测试温度427°C。左图是未经曝热处理的测试结果,右图是经过760°C,1000小时曝热处理后的测试结果。测试样机取自厚板或棒料。测试后用扭转应力(R=-1),20cpm(0.33Hz)复测。TSR=总应力范围。
427°C 低周疲劳寿命测试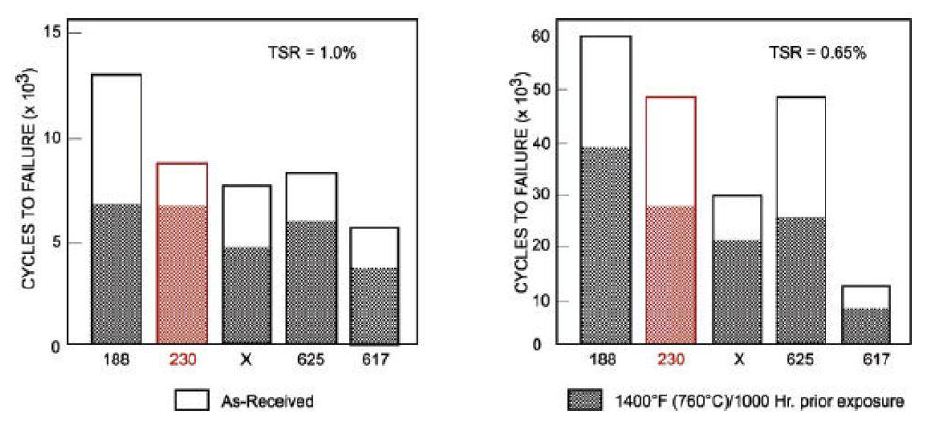

冷轧,1232°C 固溶退火(薄板)
热轧,1232°C固溶退火(厚板)
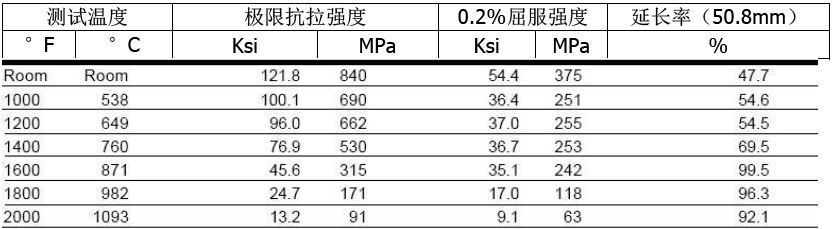
真空精铸材料(铸造态)
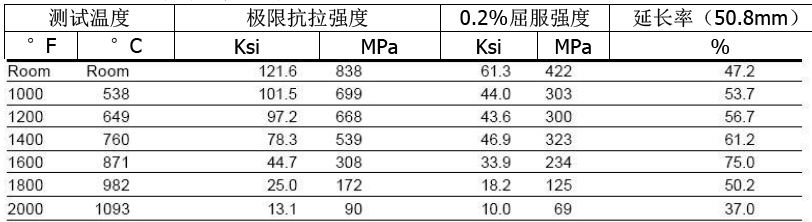
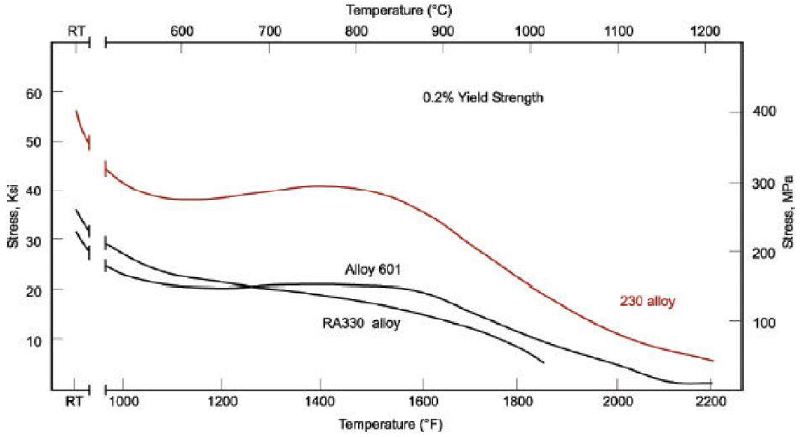
屈服强度对比图(薄板)
热稳定性
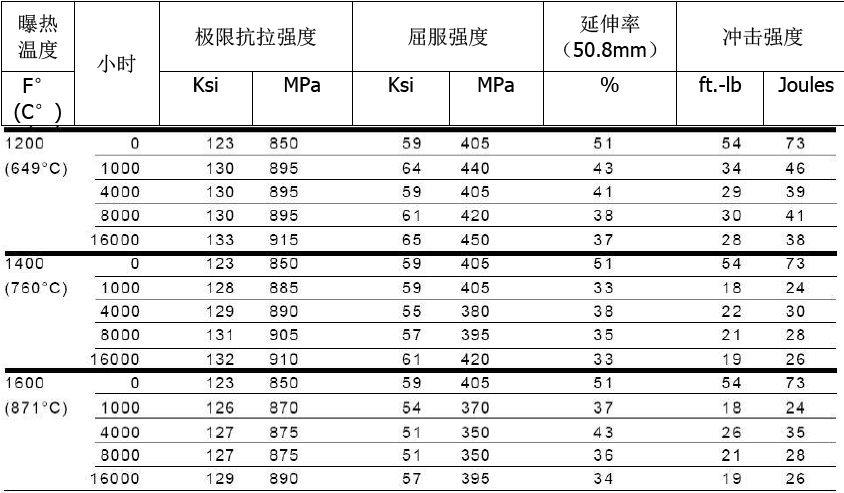
长时间中等温度曝热处理后,230合金仍有很好的延展性。即使在649-871°C下暴露16000小时,230合金也不会产生sigma相等有害相。固溶处理主要沉淀物质是碳化物。
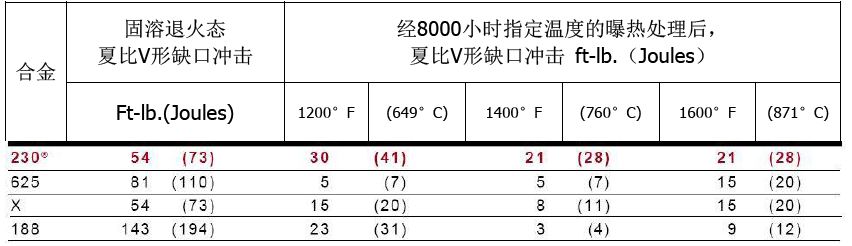
下面是230合金和具有固溶强化性质的其他超级合金的对比,例如188合金,625合金,X合金。这些合金都会产生有害相,影响抗拉强度和冲击强度。
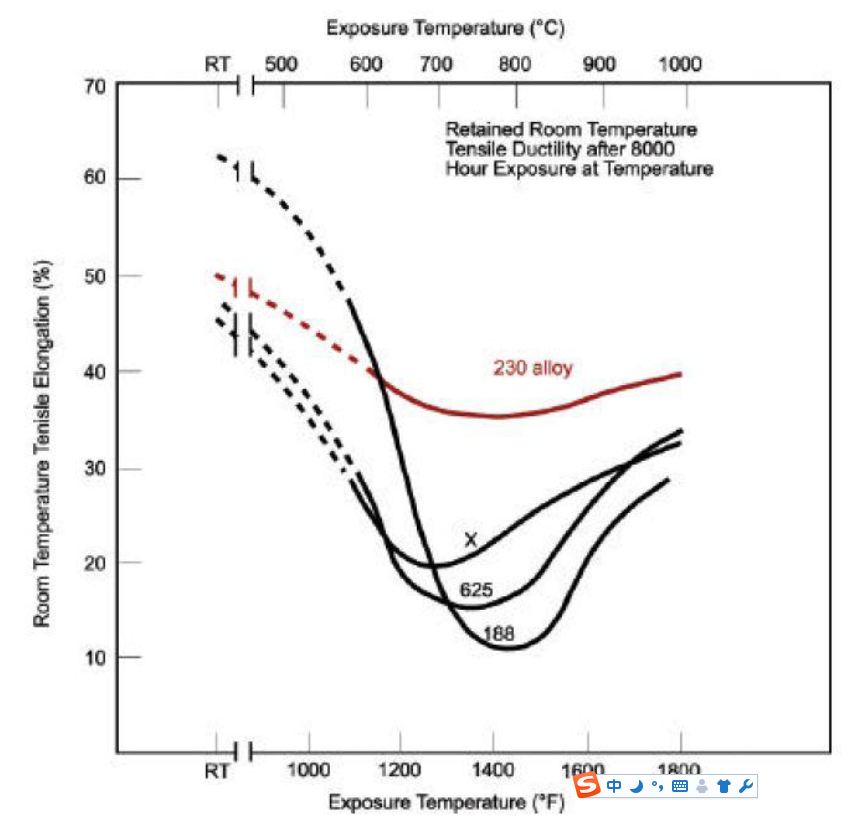
曝热处理后材料的室温性能(薄板)
室温冲击强度对比
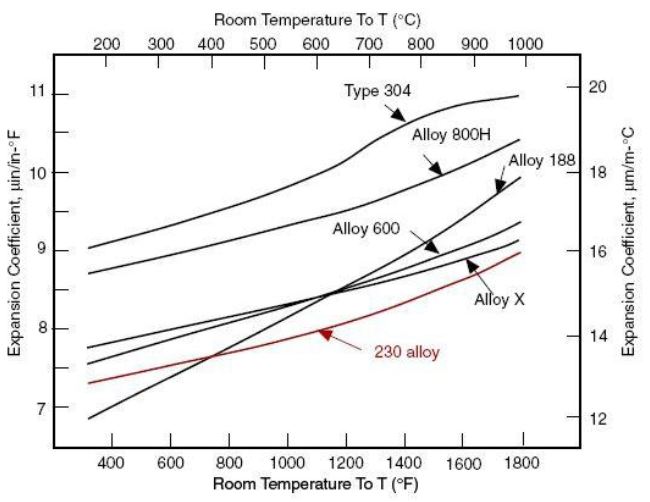
热膨胀特性
相比于绝大多数高强度的超级合金,铁镍铬合金和奥氏体不锈钢,230合金的热膨胀率相对较低。这意味着复杂零件制造的热应力更低,零件尺寸控制更佳精确。
 在空气和燃烧气体氧化环境中,230合金都具有优异的抗氧化性能,在1149°C高温下可长时连续工作。曝热时间越短,230合金的工作温度越高。
在空气和燃烧气体氧化环境中,230合金都具有优异的抗氧化性能,在1149°C高温下可长时连续工作。曝热时间越短,230合金的工作温度越高。
982°C,曝热1000小时,抗氧化性能对比
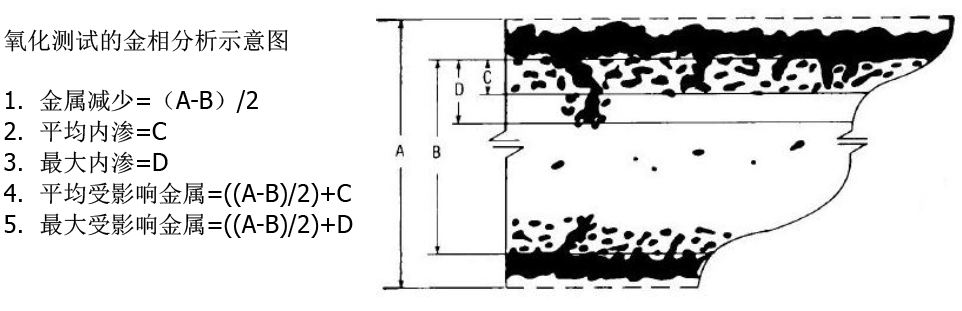
氧化测试参数
曝热样件尺寸:9mm*64mm*厚度,固定在旋转夹持器上,置于燃烧器的产物。燃烧器使用2号燃油,空油比为50:1(气体速度为0.3马赫)每三十分钟,样件被自动移出气流,冷却至室温然后再放入火焰排。
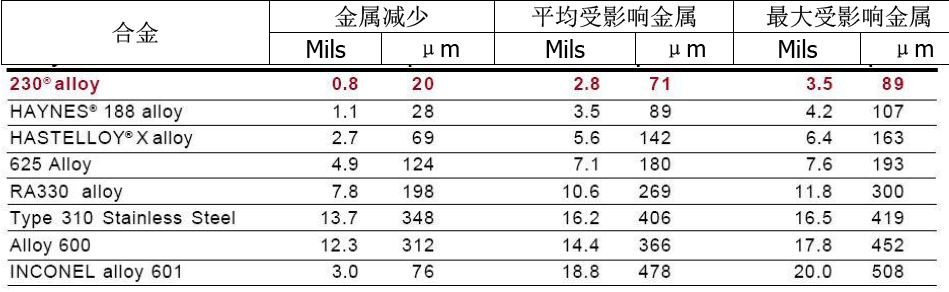
1093°C,曝热500小时,抗氧化性能对比
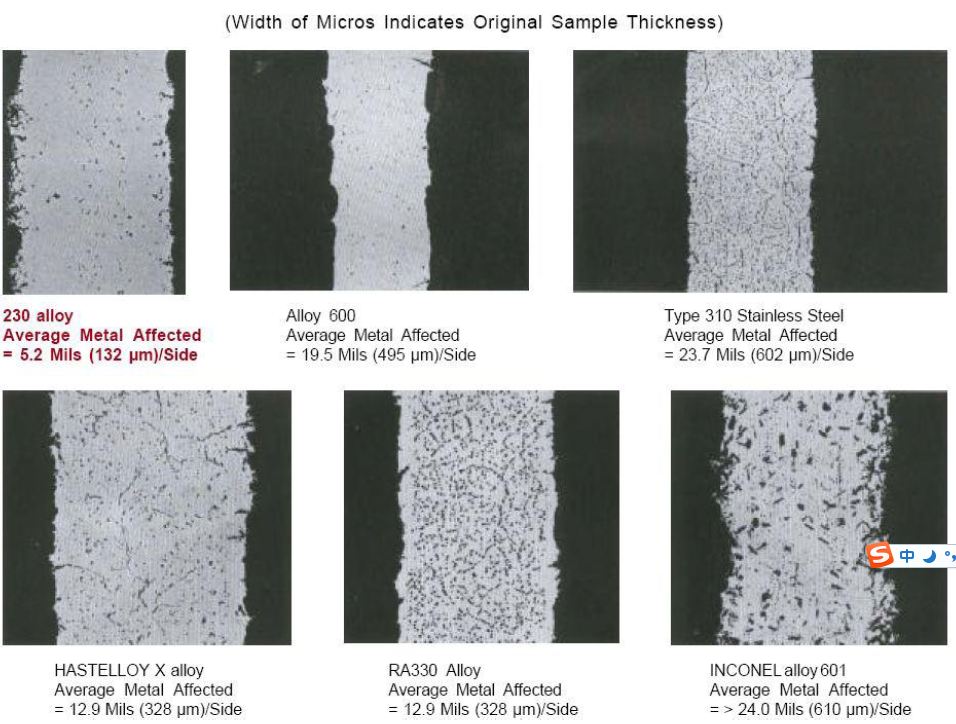
流动气体抗氧化测试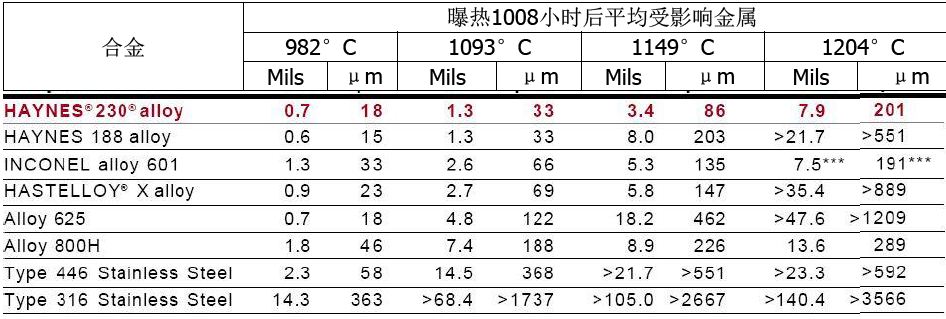
流动气体以213.4cm/分钟的速度流过测试样件。每周一次测试样机的温度循环至室温。
***金属减少+平均内渗 ***601测试样件出现很大的内部空隙。
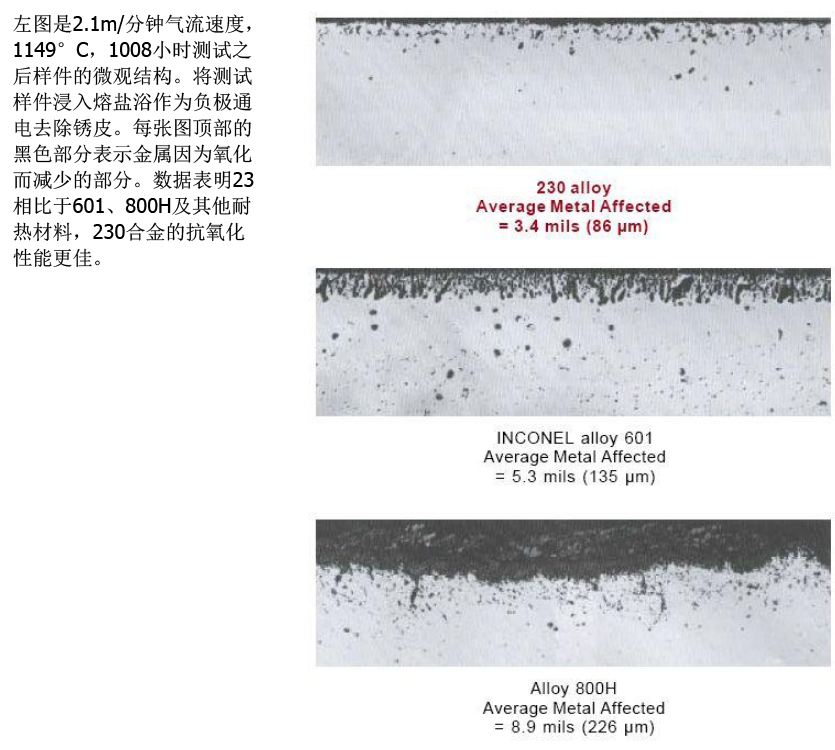
1149°C,1008小时,流动气体抗氧化测试的对比

230合金是市售材料中抗氮化性能最高的合金。测试样件在649°C和982°C的流动氨气中测试168个小时。测试前后分析样件的氮吸收量。

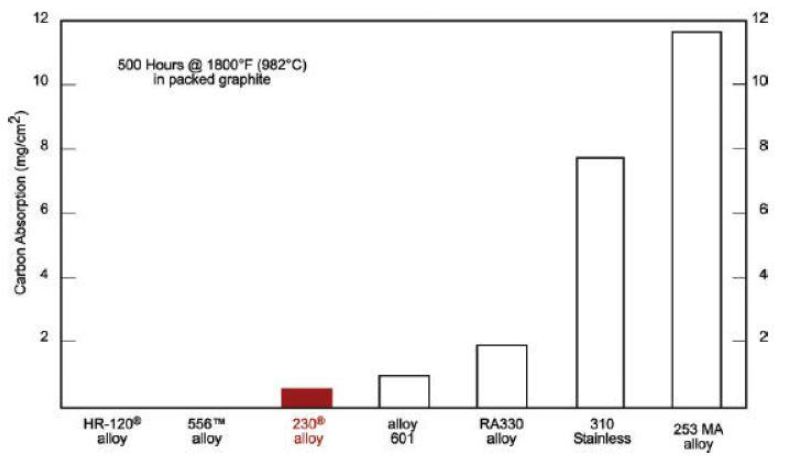
抗碳化
相比于很多工业用合金,230合金有很好的抗碳化性能。将测试样件放在紧密堆砌的石墨中,982°C,500小时。测试前后化学分析碳吸收量。
加工特性
热处理
230合金的常规供货状态是1232°C固溶态。采用1163°C处理的话,材料性能会出现相应变化。工序之间也用更低的温度进行退火,但是加工完成后需要做一次固溶热处理以达最优性能和结构。
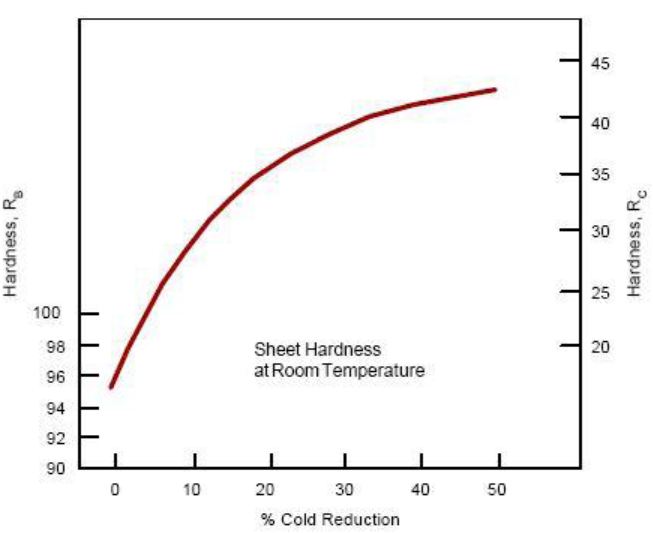
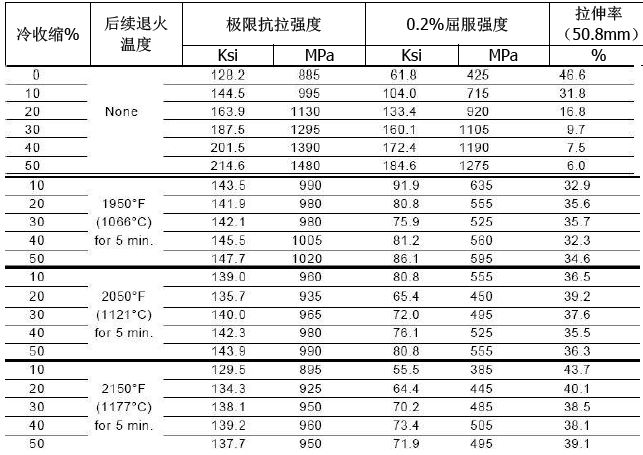
室温抗拉性能-冷收缩效果
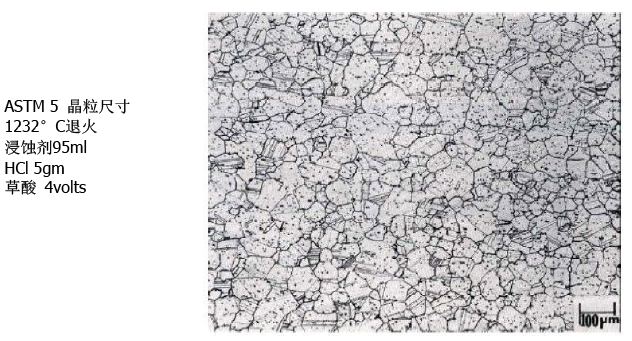
典型微观结构

230合金可用钨极气体保护焊(GTAW),金属极气体保护焊,手工电弧焊和电阻焊。230合金的焊接性能和X合金相近。不建议使用埋弧焊。
基体金属准备
焊接之前,须用溶剂清洁焊接表面及相邻区域。所有异物,例如油脂,切削油,粉笔标记,机加冷却液,防锈油,油气,铁锈皮,渗透染色剂等都必须清洗干净。焊接时材料最好是固溶退火态。
焊料选择
采用钨极气体保护焊或者金属极气体保护焊来焊接230合金时,推荐使用HAYNES230-WTM (AWS A5.14, ERNiCrWMo-1)焊料。手工电弧焊可使用230-W包覆焊条。230合金和其他镍基,钴基和铁基材料焊接时,建议使用230-W焊丝,HAYNES556TM合金,AMS5838,5786,5787的焊接产品。
预热,层间温度和焊后热处理
无需预热。一般预热温度为室温(即车间环境)。层间温度保持在93°C。如果需要,焊接通道之间可采用辅助冷却方法,但注意不要带入杂质。230合金一般不需要做焊后热处理。
常规焊接参数
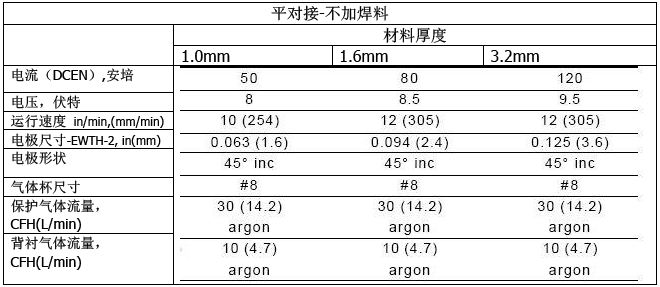
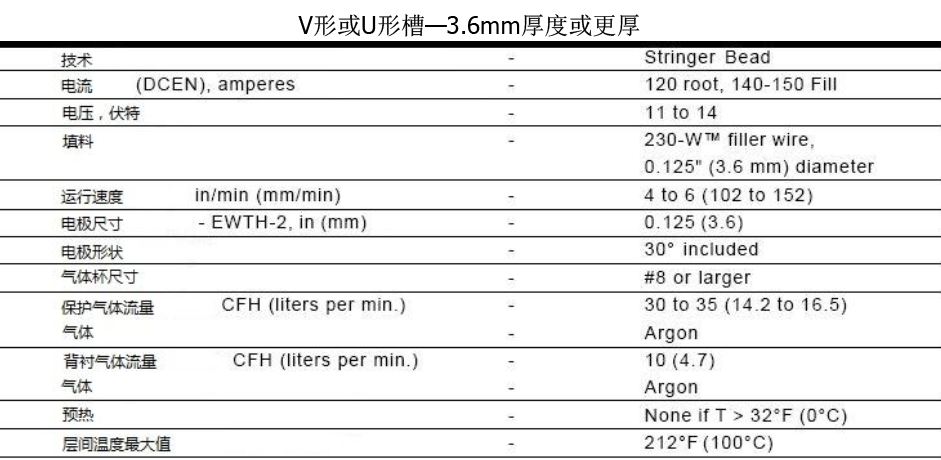
钨极气体保护自动氩弧焊接
手动钨极气体保护氩弧焊
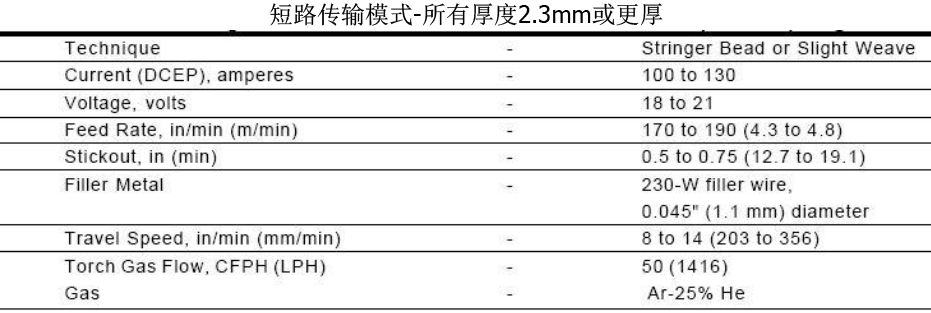
金属极气体保护氩弧焊
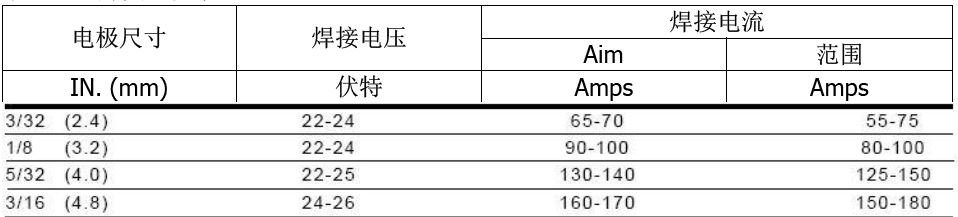
手工电弧焊典型参数
 230合金的机加特性和其他固溶强化的镍基合金相似,加工难度被分为中等或偏难。但值得强调的是采用传统的机加方法是可以加工230合金的。这些金属有加工硬化的特性,因此需要采用更低的转速和进刀量。
230合金的机加特性和其他固溶强化的镍基合金相似,加工难度被分为中等或偏难。但值得强调的是采用传统的机加方法是可以加工230合金的。这些金属有加工硬化的特性,因此需要采用更低的转速和进刀量。


版权所有:上海钢浩有色金属有限公司 备案号:沪ICP备12007886号 技术支持:晨光科技