

021-6776 9580 021-6776 9581
021-6776 9580 021-6776 9581
化学成分:
| 碳 0.02%以下 | 硫 0.03%以下 | 铬 14.50-16.50% | 钨 3.00-4.50% |
| 磷 0.03%以下 | 锰 1.00%以下 | 钼 15.00-17.00% | 钴 2.5%以下 |
| 硅 0.08以下 | 铁 4.00-7.00% | 钒 0.35%以下 | 镍 余量 |
耐腐蚀能力
C-276合金能够耐受多种化学环境的腐蚀,例如热的含无机酸的环境,有机/无机氯化物污染的介质,次氯酸盐,氯化物溶液,甲酸,乙酸,乙酸酐,海水和盐水溶液。
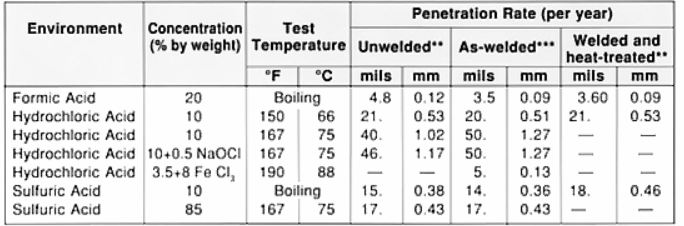
下表是退火材料的耐腐蚀性能评级。耐腐蚀性能受很多因素影响,例如曝气, 腐蚀性杂质,速度,传热,孔隙,温度,浓度,pH值,应力,表面光洁度,异金属接触等。

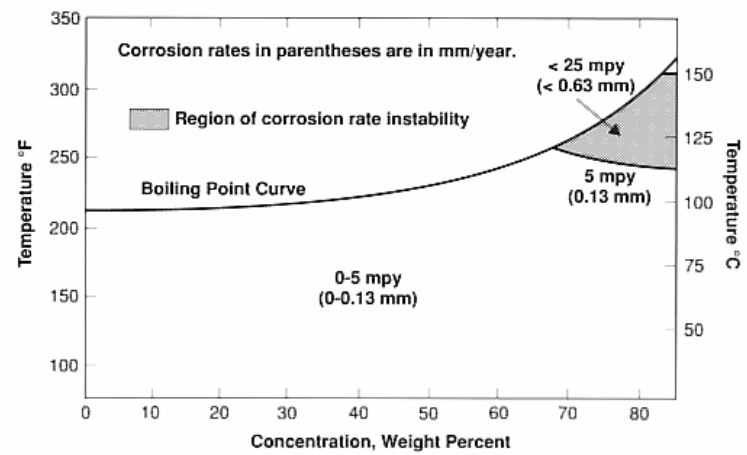
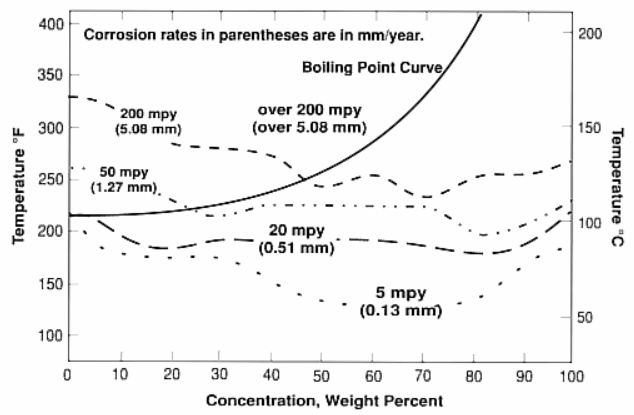
等浓图显示了C-276耐受均匀腐蚀的能力,不包含局部腐蚀或速度的影响
C-276对磷酸腐蚀的耐受能力
C-276对硫酸腐蚀的耐受能力
均匀腐蚀的耐受能力
物理性质
密度: 0.3210 lb/in3
平均比热: 0.1020 Btu/lb/°F
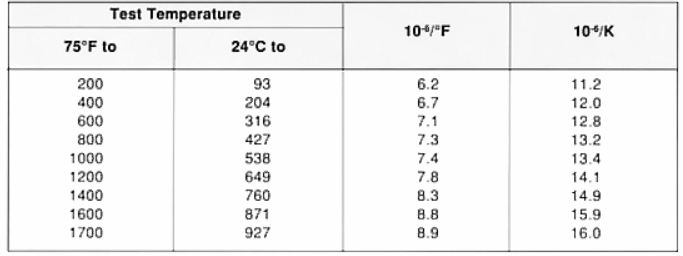
平均CTE
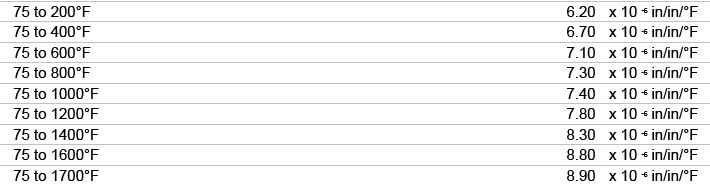
平均热膨胀系数
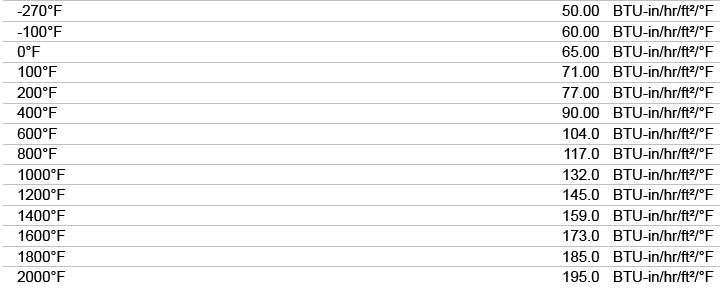
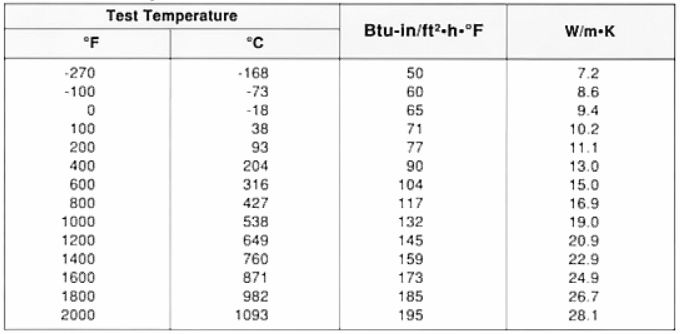
导热率
弹性模量(E) (75°F) 29.8 X 103ksi
电阻(75°F) 782.2 ohm-cir-mil/ft
熔距 2420-2500°F
机械性能
室温抗拉性能—测试样棒固溶处理+水淬

热处理
退火
加热至1121-1149°C,加热时间为1小时/英寸厚度,然后水淬
应力释放热处理效用不大,应该采用完全退火的热处理
硬化
C-276不能通过热处理提高硬度,只能冷作硬化。
加工性能
热加工
锻造温度为1204°C。锻造后做一次退火可以获取最好的耐腐蚀性能。
机加
C-276可用常规方法加工。建议使用钨硬质合金刀具
焊接
C-276可用钨极气体保护焊,金属极气体保护焊,电弧焊和电阻焊。采用最小量的连续供热并保证充足的渗透可减少热开裂。不要使用氧乙炔焊,避免产生碳化。
大多数化学和石化处理设备可用C-276的焊接状态。

版权所有:上海钢浩有色金属有限公司 备案号:沪ICP备12007886号 技术支持:晨光科技